CTC Bizer and Cura
Jump to navigation
Jump to search
I own an old Makerbot Replicator Clone, CTC Bizer. This worked fine with Simplify3D, but since I can't geht S3D working on my new Linux Notebook, I decided to switch to Cura.
This is what I found on the Interweb.
- https://ctc-forum.de/forum/thread/1516-cura-15-04-gpx-post-prozess-aktivieren-um-x3g-dateien-zu-erzeugen/
- https://3dkram.de/Drucker_CTC-Bizer/Cura_mit_CTC-Bizer_nutzen.html
But that didn't work out for me. For some reason the set temperatures were wrong (exchanged?).
This is what I did:
- Installed the X3G-Writer over the Cura Market Place
- Added Makerbot Replicator machine
- Setup Machine (note the center-option! (And no, flavour isn't right, but my version of Cura keeps resetting to Marlin…)):
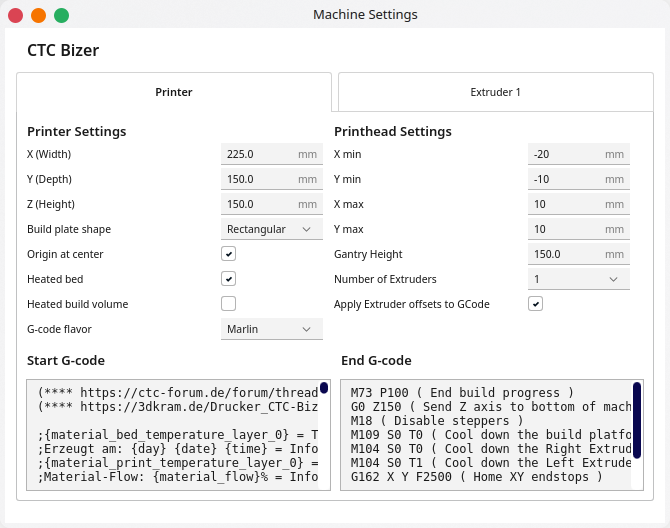
- Set start G-Code:

(**** https://ctc-forum.de/forum/thread/1516-cura-15-04-gpx-post-prozess-aktivieren-um-x3g-dateien-zu-erzeugen/ ****) (**** https://3dkram.de/Drucker_CTC-Bizer/Cura_mit_CTC-Bizer_nutzen.html <-- besser ****) ;{material_bed_temperature_layer_0} = Temperatur der Druckplatte fuer die erste Schicht ;Erzeugt am: {day} {date} {time} = Infoanzeige von Datum im Gcode an dem der Gcode erzeugt wurde ;{material_print_temperature_layer_0} = Drucktemperatur fuer erste Schicht (Materialtemp.) ;Material-Flow: {material_flow}% = Info über den gewaehlten Material-Flow (**** start.gcode for The Replicator, dual head ****) M103 (disable RPM) M73 P0 (enable build progress) G21 (set units to mm) G90 (set positioning to absolute) M140 S{material_bed_temperature_layer_0} (set EXTRUDER temperature, X3G-Plugin switches that?) M190 S{material_bed_temperature_layer_0} ; wait for EXTRUDER final temp M104 S{material_print_temperature_layer_0} (set HBP temperature) M133 T0 ; Stabilize right extruder temperature (**** begin homing ****) G162 X Y F2500 (home XY axes maximum) G161 Z F1100 (home Z axis minimum) G92 Z-5 (set Z to -5) G1 Z0.0 (move Z to "0") G161 Z F100 (home Z axis minimum) M132 X Y Z A B (Recall stored home offsets for XYZAB axis) (**** end homing ****) ;G1 X-110.5 Y-74 Z150 F3300.0 (move to waiting position) G1 X-110.5 Y-74 Z10 F3300.0 (move to waiting position) G130 X20 Y20 Z20 A20 B20 (Lower stepper Vrefs while heating) G130 X127 Y127 Z40 A127 B127 ; Default stepper Vrefs G92 A0 B0 ; Zero extruders G1 X100 Y-70 F9000 ; Move to front right corner of bed G1 Z0.3 F6000 ; Move down to purge G1 X-90 Y-70 E24 F2000 ; Extrude a line of filament across the front edge of the bed G1 X-100 Y-70 F180 ; Wait for ooze G1 X-110 Y-70 F5000 ; Fast wipe G1 Z0.5 F100 ; Lift M73 P1 ;@body (notify GPX body has started)
- Set End-G-Code:
M73 P100 ( End build progress ) G0 Z150 ( Send Z axis to bottom of machine ) M18 ( Disable steppers ) M109 S0 T0 ( Cool down the build platform ) M104 S0 T0 ( Cool down the Right Extruder ) M104 S0 T1 ( Cool down the Left Extruder ) G162 X Y F2500 ( Home XY endstops ) M18 ( Disable stepper motors ) M70 P5 ( We <3 Making Things!) M72 P1 ( Play Ta-Da song )